

饲料在工艺流程中水分的损失,使饲料加工厂造成较大的经济损失和降低饲料的适口性,但饲料加工中水分的损失是必然的和不可改变,但失水多少与作业的条件有关,如何调整和控制失水的条件,可有利于失水的减少,减少水分损失同时还需确保饲料的储藏性能,亦就有减少饲料加工厂的经济损失和改善了饲料质量。同时怎么来降低水分的损失及水分损失后如何将水分均匀地加入饲料中去
由于饲料不同的加工工序,其失水程度和失水条件各不相同。为此,现就饲料工艺流程中水分损失主要有三种状况,为此,就三个方面来分析:
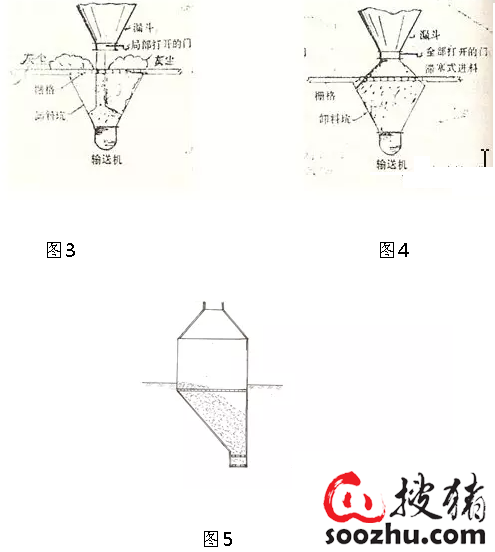
(1)、原料接收:该作业过程水分损失主要根据饲料与空气接触的强弱和接触时间,现有饲料加工厂的原料进下料坑时,原料均有空中飘落过程,与空气接触较充分,水分较容易损失,同时垂直落下高度越高,粉尘就越大见图3。如将进料方式改为图4,物料就减少空中飘落,就能减少水分损耗和粉尘飞扬。为此,将饲料下降方式由飘落改为淌滑见图5。同时下料坑容积不要太大,为一次同时下料量的容积(输送机的输送量仍满足输送能力的要求),使物料不形成空中飘落过程,减少物料与空气接触,亦就降低了水分损失,又能减少粉尘的外溢。
刮板机刮板线m/s以下,饲料之间相对静止,饲料与空气接触较少,仅在出料口处饲料处于散料状态,饲料与空气的相对速度亦较低,所以,饲料水分损耗较低。
提升机线m/s左右的属混合卸料,其线速远比刮板机高,特别是采用大于2.2m/s离心卸料时,机头的出料处线速较高,饲料与空气接触较充分,饲料中水分损失比刮板机大。因此,提升机尽量选用重力卸料线m/s,使饲料在机头出料时沿淌板滑下,减少饲料与空气接触,亦就减少了水分损耗,特别是粉料的提升时,水分损失将大于原料颗粒料。
)、混合:饲料在混合过程中水分损失主要在进出料时,目前粉状物料几乎都处于散落状态,与空气接触较充分,是混合工序中失水的主要部位。所以,混合过程的进出料不能高速松散状态下进入混合机内或混合机下的缓冲斗内,饲料应是流淌进入混合机内和流淌进入混合机下部的缓冲斗内,可减少水分损失,同时流淌进出料还能减少粉尘外溢和降低混合均匀物料的分级。
)、吸风:饲料工艺流程中每一个环节,几乎都处于吸风状态下,吸风可降低粉尘外溢,但亦使饲料容易失水。损失的水分与吸风量相关,而且饲料与所吸风的接触充分程度有关。为了既保证有良好的吸尘状况,又能减少饲料水分损失,所以,使饲料最好还是不要处于松散状态,而饲料成团流淌,特别是粉状饲料更要求如此,以减少物料和空气的接触。同时尽量采用小的吸风量和低的风速,亦可减少水分的损失。
饲料在粉碎过程中的水分损失,是饲料加工中水分损失主要的工序之一,粉碎过程中的水分损失随粉碎细度增加和吸风量增加而增加,随气温提高而增加。为此,控制粉碎过程中的水分损失有以下几个方面:
)、合理选择粉碎细度是首要因素,粉碎的目的是增加表面积有利于动物酶解效果,亦就有利于消化吸收。但饲料采用挤压膨化工序亦可增加表面积,同时提高了饲料的熟化度和有害因子的灭活,均可提高饲料的消化吸收率。所以,粉碎细度应与饲料熟化工艺有关,如饲料熟化工艺较强,饲料粉碎粒度可粗一些,消化吸收率不会下降,此时饲料的粉碎时水分损失可降低。总之加强熟化工艺后,可适当将粉碎细度放粗。使饲料的吸收率不降低,又减少饲料水分的损耗。
)、合理配制粉碎时的吸风量,由于饲料粉碎多配有吸风系统,吸风不仅降低了粉尘外溢,而且能提高了粉碎效率15%以上,但吸风过程中饲料的水分有所增加。特别是有筛微粉碎,目前同等功率时,有筛微粉碎所配制的风量和风压要远高于非微粉碎所配制的风量和风压。从理论来分析,因孔径减小,筛板开孔率亦下降增加,吸风阻力就增加,只要提高风压就可以。无需增加过多的风量,这时筛孔的穿孔速已显著提升,已对粉碎机的提高产量已有利的。所以,增加太多的风量没有必要的,问题是如何明智的选择合适风机,使风机的风压应提高,风量无需增加很多,这样可减少吸风量,亦就降低饲料在微粉碎过程中水分损失和降低动耗。
)、粉碎后的输送尽量不采用稀相气力输送,由于气力输送具有低污染的特性,仍需运用气力输送来降低污染的发生。因此,饲料加工厂的粉碎后的气力输送宜采用高浓度高压低风速的压送系统。
)、制粒过程中饲料水分变化起伏较大,饲料原料水分一般在12~13%,调质后饲料水分可达17~18%,饲料的调质和均质均是饲料增湿的过程,饲料在无良好均质的调质过程增加的水分是不稳定的,冷却时易使水分挥发,而均质相对于调质来说,水分在饲料中较为稳定,亦就是使较多的水分进入饲料内部,使水分不易挥发,在一般冷却过程中失水就能减少。所以,制颗工艺中采用均质工艺可减少水分的损失,同时均质对饲料的有害因子的灭活和饲料熟化的提高有利,对饲料的消化吸收率是有利的,对提高制粒机产量有利,但对热敏组分影响较大,所以,热敏组分宜后喷涂。
)、膨化过程饲料水变化起伏更大,调质和膨化过程水分增加较多。特别是湿法膨化,水增加可达25~28%左右,所以,需配有干燥工序,才可以做到饲料安全储藏的要求。由于现有干燥机干燥气流的走向不均匀,使干燥气流在筛板面上分布的均匀度不够,为了饲料安全储藏,使饲料干燥需产生过度干燥,使饲料脱水水分过多。如干燥机的热风进口设于干燥机的底部,并带有均风机构,提高进风风量的均匀度,亦然提高了饲料干燥的均匀度,就可减少水分损失。
饲料中原有所含的水分从微观看水分分布是不均匀,但与增湿而添加的水分相比,饲料中原有所含的水分是均匀的。如何均匀地使水分能较安全均匀地添加饲料中去,是确保饲料的储藏性能和降低饲料水分损失的重要措施。均匀添加水分首要的是能否均匀喷洒在饲料的表面和水分从表面能否较迅速渗透到饲料内部,需从添加水的性能和添加工艺与设备等两个方面来讨论:
饲料添加的水分,必需是卫生的和安全的,符合国家食用水的标准,不少饲料加工厂运用冷凝水是个较好的方法,相对水质比较安全,而且是废水利用。
为了水能均匀地分布到饲料表面,并能迅速地渗透到物料内部,因此,要求添加的水具有较小的表面张力的特性,使水在添加时易雾化和对饲料有较强的渗透能力。而冷凝水已属于软水,表面张力就较小,并通过高温,该水含菌率低,符合饲料添加水的要求。国外曾在水中添加表面活性剂来降低水的表面张力,并取得较好的效果,但国内曾用丙三醇表面活性剂经试验效果不明显,同时又增加了生产成本。
水分增湿的工艺与设备的是不是合理,直接影响到增湿的均匀性,影响到饲料的储藏效果,影响到失水的多少。所以,饲料增湿工艺的要求是有利于增湿水的均匀分布和有利于水分迅速渗透到饲料内部。现就饲料的增湿工艺设计和和设备的选择作一些分析。
现有饲料加工厂饲料增湿大多采用低速混合机,水分在低速混合机加入水分易在饲料的表面停留,不易渗透饲料内部。因此,水添加的均匀性较差的低速混合机
尽量不要采用,宜在高速混合机内加入,使水分和饲料在高速打板的打击下,提高了水从外表面渗透到内部毛细管中,能使水分较均匀地加到饲料中去,同时需带有均质系统,更加有助于水渗透到饲料内部,增加了饲料失水的难度。在常用的颗粒冷却过程,水分损失可减少。
增湿水的添加部位和对象,主要以主副原料而言。随着混合后不提升的安全饲料工艺形成,见图
。主副原料的配料后,进入下一层增设的添加水分的高速混合机内,再提升到顶层进主混合机,再添加微量组分和油脂后混合,该工艺添加水后,亦不影响微量组分的混合,添加油脂后可适减少水分的损失。
从上分析可看出,饲料水分的控制亦是影响饲料加工厂经济效率主要的因素之一,对一些工艺设计和设备结构可以进行调整,通过对饲料中水分减少损耗和添加的水分能稳定的留在饲料内部,每一个工序虽能带来饲料水分的变化是极微量的,但大量微量的积聚就是一个较大量数值,预计能减少
~0.3%的水分损耗,而且因减少水分损耗,即使饲料增加的水分是均匀、安全和稳定的,使饲料加工厂能获得较好的经济效益。特别在市场之间的竞争十分激烈的今天,要求饲料加工厂的工艺设计是精细化的,饲料加工厂管理亦要精细化,需从抓大的与抓微量同步进行,才能使饲料加工厂获得较好的经济效益,才能使饲料加工厂在激烈的市场之间的竞争中有利地位。
搜猪网&金猪商城2023年生猪价格形势内部研讨会(李曼同期)即将开启,冯永辉老师与您现场交流

